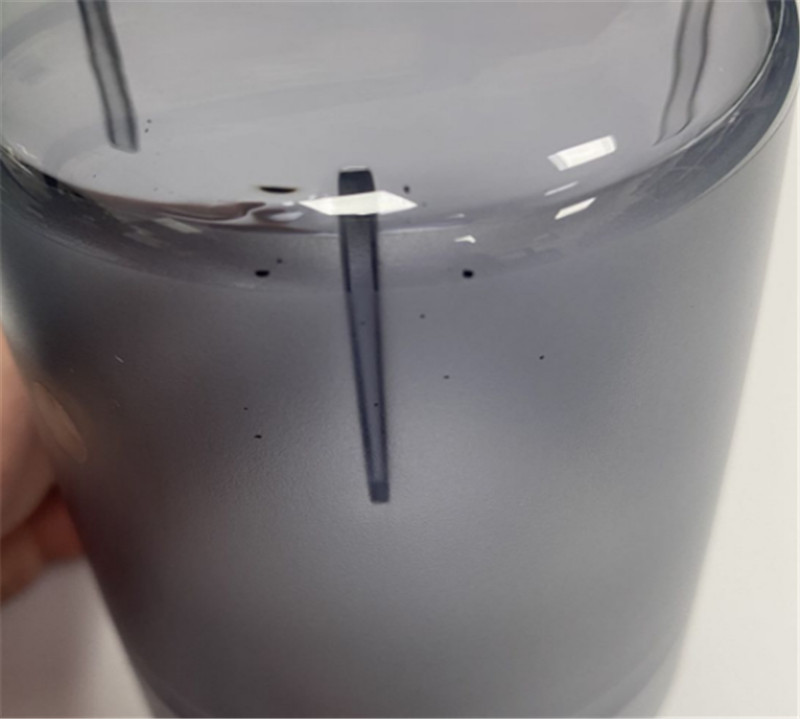
Черные пятна или черные включения в отлитых деталях — досадная, трудоемкая и дорогостоящая проблема.Частицы высвобождаются при запуске производства, а также до или во время регулярной очистки шнека и цилиндра.Эти частицы образуются при карбонизации материала из-за перегрева, что может произойти, если поток материала останавливается на длительное время без снижения температуры в машине.
Причины появления черных точек
Разложение смолы
Поскольку пластиковый материал является химическим веществом, он постепенно разлагается, если его продолжать нагревать выше точки плавления.Чем выше температура и дольше время, тем быстрее протекает разложение.Кроме того, внутри ствола есть места, где смола легко удерживается, например, обратный обратный клапан и резьба винта.Смола, оставшаяся в этих частях, обугливается или обугливается, а затем ритмично отпадает, смешиваясь с формованным изделием, вызывая тем самым появление черных пятен.
Недостаточная очистка
Причиной появления черных точек также является тот факт, что ранее использованная смола остается в формовочной машине из-за недостаточной очистки.Как описано в предыдущем параграфе, поскольку существуют области, где смола легко удерживается, например, стопорное кольцо и резьба винта, необходимо применять соответствующую интенсивность и время очистки к этим участкам во время замены материала.Кроме того, необходимо использовать метод очистки, подходящий для каждого материала.Относительно легко провести очистку для аналогичных смол, таких как ПК→ПК, но если это очистка разных видов материалов, так как температура плавления или температура разложения различны, при этом между смолами существует совместимость (сродство). , во многих случаях его невозможно полностью удалить, несмотря на чистку.
Смешивание посторонних веществ (загрязнение)
Загрязнение также является одной из причин появления черных пятен.Если некоторые из гранул, подаваемых в бункер, смешаны с другими смолами, имеющими более низкую температуру разложения, могут легко возникнуть черные пятна из-за разложения смолы.Кроме того, следует обратить внимание на переработанный пластик.Это связано с тем, что переработанный пластик более склонен к разложению после многократного нагревания (чем больше количество повторных переработок, тем дольше время нагрева).Кроме того, в процессе переработки он может быть загрязнен металлом.
Решения для черных точек
1. Сначала тщательно промойте, пока черные пятна не перестанут появляться.
Черные пятна имеют тенденцию оставаться на контрольном кольце и резьбе ствола.Если черные пятна когда-либо появлялись, предполагается, что причина их появления, скорее всего, осталась в стволе.Поэтому после появления черных пятен ствол необходимо тщательно очистить, прежде чем принимать меры противодействия (иначе черные пятна никогда не исчезнут).
2. Попробуйте снизить температуру формования.
Для различных смол указаны рекомендуемые температуры нанесения (эту информацию также содержит каталог или упаковка продукта).Проверьте, не выходит ли заданная температура формовочной машины за пределы допустимого диапазона.В этом случае уменьшите температуру.Кроме того, температура, отображаемая на формовочной машине, — это температура области, где расположен датчик, которая несколько отличается от фактической температуры смолы.Если возможно, рекомендуется измерить фактическую температуру смоляным термометром или чем-то подобным.В частности, на участках, склонных к задержке смолы, таких как стопорное кольцо, чаще всего появляются черные точки, поэтому обратите особое внимание на температуру в окрестностях.
3. Сократить время пребывания
Даже если установленная температура формовочной машины находится в рекомендуемом диапазоне температур для различных смол, длительное выдерживание может привести к порче смолы и, как следствие, к появлению черных пятен.Если формовочная машина имеет функцию настройки задержки, воспользуйтесь ею в полной мере, а также выберите формовочную машину, подходящую для размера формы.
4. Загрязнение или нет?
Случайное смешивание других смол или металлов также может привести к появлению черных пятен.
Что удивительно, так это то, что причиной в большинстве случаев является неправильная очистка.Пожалуйста, выполняйте работу после тщательной очистки и удаления смолы, использованной в предыдущем цикле литья под давлением.При использовании переработанного пластика проверьте невооруженным глазом, нет ли в гранулах посторонних веществ.
Время публикации: 11 апреля 2023 г.